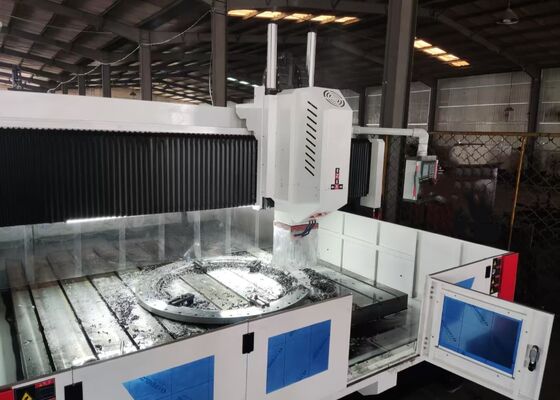
1000mm 갱트리 높이 듀얼 헤드 CNC 플레이트 프레싱 탭 기계 및 작업 조각 크기 3500x3500mm
제품 소개:
이 장비는 판 및 구조 구성 요소를 드릴링, 캄퍼링, 터핑 및 밀링하도록 설계되었습니다.그것은 주로 플랜지와 같은 작업 조각에 높은 효율의 드릴 작업에 사용됩니다., 디스크, 고리 및 판, 효율적 인 가공을 위해 지정 된 두께 범위 내에서. 단일 재료 및 복합 재료에 구멍을 뚫고 장님 구멍을 뚫을 수 있습니다.가공 작업은 디지털로 제어됩니다.이 시스템은 자동화를 가능하게 하고, 정확한 결과를 제공하며, 대규모 생산을 지원하는 동시에 다양한 제품을 처리하기에 적합합니다.
사양:
| 작업 조각 크기 |
LxW |
3500x3500mm |
| 갱트리 높이 |
1000mm |
| 작업판 |
T 슬롯 너비 |
28mm |
| 네 개의 턱 턱 |
1 세트 |
| 굴착 전력 헤드 |
큐티 |
2 |
| 스핀드 톱니 |
BT1사업자 |
| 최대 굴착 지름 |
Φ100mm
(카비드 코어 비트)
|
| Φ80 mm (U 드릴) |
| 최대 두께 |
≤ 300mm |
| 최대 탭 지름 |
M30mm |
| 스핀드 속도 |
30~3000 r/min |
| 세르보 스핀드 모터 파워 |
2x37kW |
| 스핀드 아래쪽 끝에서 작업 테이블까지의 거리 |
200~1000mm |
|
동력 헤드의 측면 이동
(X1축)
|
최대 수평 주름 |
3500mm |
| 측면 이동 속도 |
0~8m/min |
| 부근 이동/토크를 위한 서보 모터 전력 |
4.2kW |
|
동력 헤드의 측면 이동
(X2축)
|
최대 수평 주름 |
3500mm |
| 측면 이동 속도 |
0~8m/min |
| 부근 이동/토크를 위한 서보 모터 전력 |
4.2kW |
| 랜트리 길쭉한 움직임 (Y축) |
최대 공급 도동 |
3500mm |
| 피드 이동 속도 |
0~8m/min |
| 피드서보모터 전력/토크 |
2x4.2kW |
| 수직 램 공급 운동 (Z 축) |
맥스. 스트로크 |
800mm |
| 이동 속도 |
0~6m/min |
| 세르보 모터 전력/토크 |
4.2kW |
| 3축 위치 정밀도 |
X/Y |
≤0.05mm/1000mm |
| 3축 반복 위치 정밀성 |
X/Y |
≤0.03mm/1000mm |
| 기압 시스템 |
압축 공기 공급 압력 |
≥0.6MPa |
| 칩 컨베이어 및 냉각 |
칩 컨베이어 수 |
2 |
| 칩 제거 속도 |
1m/min |
| 칩 컨베이어 모터 파워 |
2X0.75kW |
| 냉각 방법 |
내부 냉각 + 외부 냉각 |
| 자동 윤활 시스템 |
윤활압 |
2MPa |
| 윤활점 오일 충전량 |
00.1mL |
| 윤활주기 |
6~10분 |
|
전기 시스템
|
CNC 시스템 |
GSK218MC
(디스플레이 10.4인치)
|
| CNC 축 수 |
4 |
| 전체 전력 |
/ |
약 100kW |
| 전체 크기 |
LxWxH |
6500x6800x3000mm |

장비 구조:
기계 기반은 주름 재료로 구성되어 있으며 작업 테이블, 이동 가능한 랜트리, 이동 가능한 슬라이딩 샐러드, 드릴링 및 프레싱 파워 헤드,자동 윤활 시스템, 보호 장치, 순환 냉각 시스템, 디지털 제어 장치, 전기 시스템 및 기타 필수 요소. 신뢰할 수있는 지원 및 안내를 위해 롤링 하드 레일 쌍이 장착되어 있습니다.정밀 리드 스크루 페어와 함께 운전 움직임을 위해이 기계는 뛰어난 위치 정확성과 높은 위치 반복성으로 구별됩니다.
제품 특성
1전원 끄기 메모리 기능:
갑작스러운 전력 장애 또는 다른 중단의 경우, 이 기능은 전력 손실 이전 마지막 구멍 위치를 빠르고 쉽게 검색 할 수 있습니다.이렇게 하면 작업자 들 이 재빨리 작업 을 재개 할 수 있습니다.이전 위치를 찾는 데 소요되는 시간을 최소화하고 운영 효율성을 향상시킵니다.
2광전기 Edge Finder:
장비는 광 전기적 가장자리 탐지 장치가 장착되어 있어 작업 조각의 위치가 쉽고 정확하게 위치 할 수 있습니다.
1) 가장자리 측정기를 기계의 스핀들 턱에 삽입하고 스핀드를 천천히 회전시켜 그 동심도를 조절합니다.
2) 손 바퀴 를 사용하여 주 스핀드를 움직여서 가장자리 탐지기의 철 공의 가장자리가 작업 조각과 부드럽게 접촉하도록하십시오. 빨간색 빛이 멈춘 후에는 스핀드를 역전시킬 수 있습니다.가장자리 탐지기의 철 공이 작업 조각에 닿는 최적의 지점을 식별하기 위해 앞뒤로 스핀델을 이동.
3) 이 위치에서 CNC 시스템이 표시하는 X 및 Y 축 값을 기록하고 컴퓨터에 입력합니다.
4) 여러 탐지 지점을 찾기 위해 프로세스를 반복합니다.
3레이저 인터페로미터:
각 기계는 미국 API 레이저 간섭계 (API laser interferometer) 를 사용하여 캘리브레이션되며, 이는 피치 오류, 역작용, 위치 정확성 및 반복성을 정확하게 검사하고 보완합니다.이것은 동적 및 정적 안정성 모두를 보장이 시스템은 기계의 3D 가공 정확성과 순환성을 보장하도록 설계되었습니다.
.
이 정교한 CNC 게트리 시스템은 고효율의 판 및 금속 부품을 파고 표시하기 위해 특별히 설계되었습니다.그것은 정밀하게 판과 같은 작업 조각과 구조적 집합의 처리를 제공하기 위해 신중하게 설계되었습니다, 특히 플랜지, 디스크, 고리 모양의 부품, 평면 판 및 유사한 구성 요소를 가공하는 데 이상적입니다.결정적인 운영 조건은 작업 조각의 두께가 기계의 지정 된 효과적인 가공 범위 내에서 있어야합니다.
철강 구조물 제조 시설에서 이 장비는 구조판과 연결 부품에 대한 정밀 구멍 뚫기 및 프레싱 작업을 수행합니다.강철 프레임의 안정적인 조립을 위한 단단한 기초를 제공풍력 에너지 산업에서는 풍력 터빈 타워와 플랜지에 대한 고급 고정도 가공 능력을 제공합니다.이러한 구성 요소가 극한 환경 조건에 견딜 수 있도록 설계되었는지 확인합니다., 강한 바람과 온도 변동과 같이. 다리 건설을 위해 장비는 다리 빔과 지원 브래킷을 처리하여 내구성있는,다리의 연장된 서비스 수명 동안 동적 부하에 견딜 수 있는 안정적인 연결.

 귀하의 메시지는 20-3,000 자 사이 여야합니다!
귀하의 메시지는 20-3,000 자 사이 여야합니다!